类别:上膠機( 含浸機 )
电话:18639081607
地址:河南省林州市紅旗渠大道186號國家863紅旗渠科技產業園
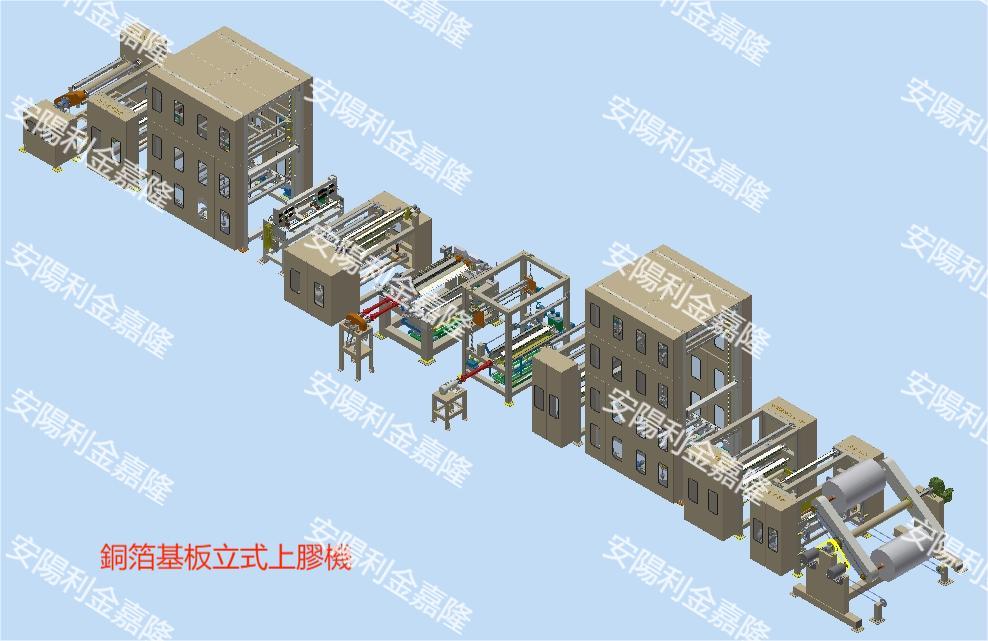
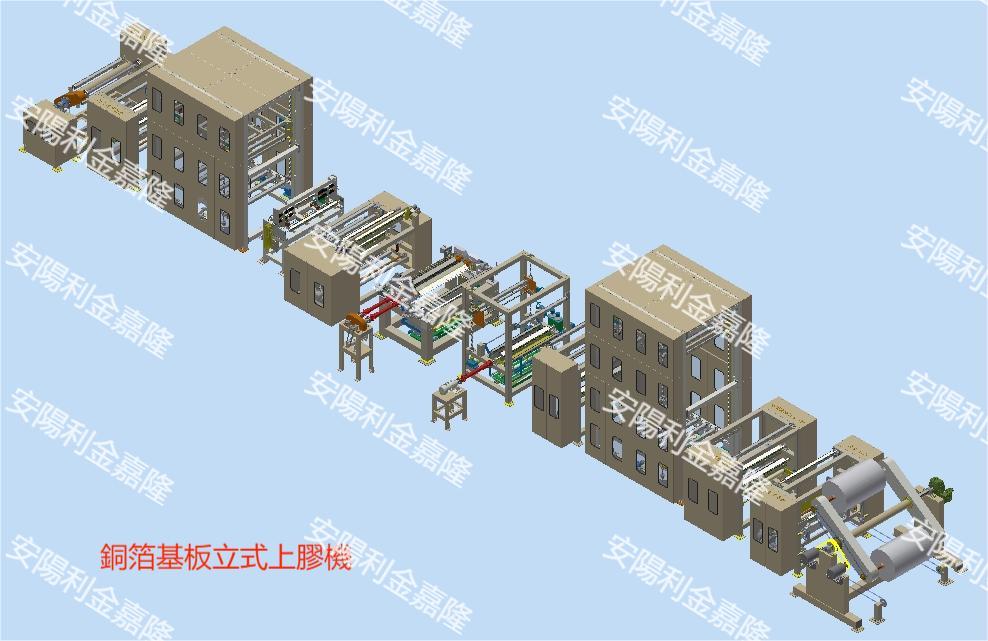
立式上膠機是本公司設計團隊經過多年的為日本,台灣及大陸廠商進行設備維修,升級,技改後的版本上膠機,一樓單機如下
1 双軸卸捲機構 2 自動牽引接布機構 3 前牽引機構 40m蓄布機購 5 蓄布後牽引機構 6 預含浸機構 7 含浸機構(擠壓輪組) 8 糾邊牽引機構 9 耳料裁剪機構 10 20m第二蓄布機構 11 收卷前牽引機構 12 自動双軸收卷機構
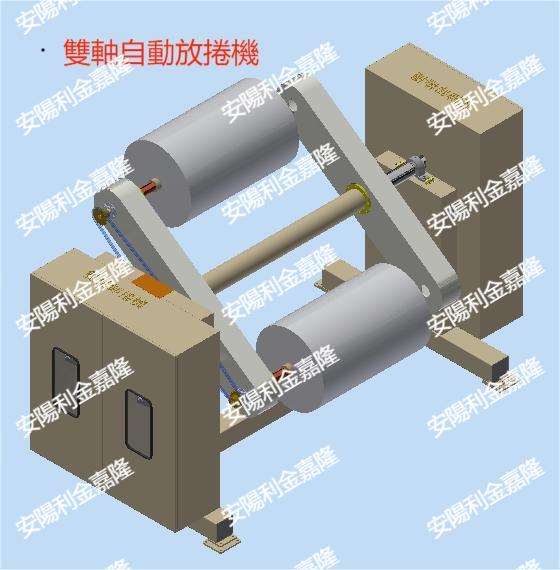
雙軸卸卷機構
採用高張力鋼板焊接,整體粉體烤漆,傳動採用東元電機,AB軸各一電機主動發送,精準配合張力控制輸出動力,可卸卷1027的玻璃纖維布
大臂翻轉使用台灣東元電機+台灣利明減速機
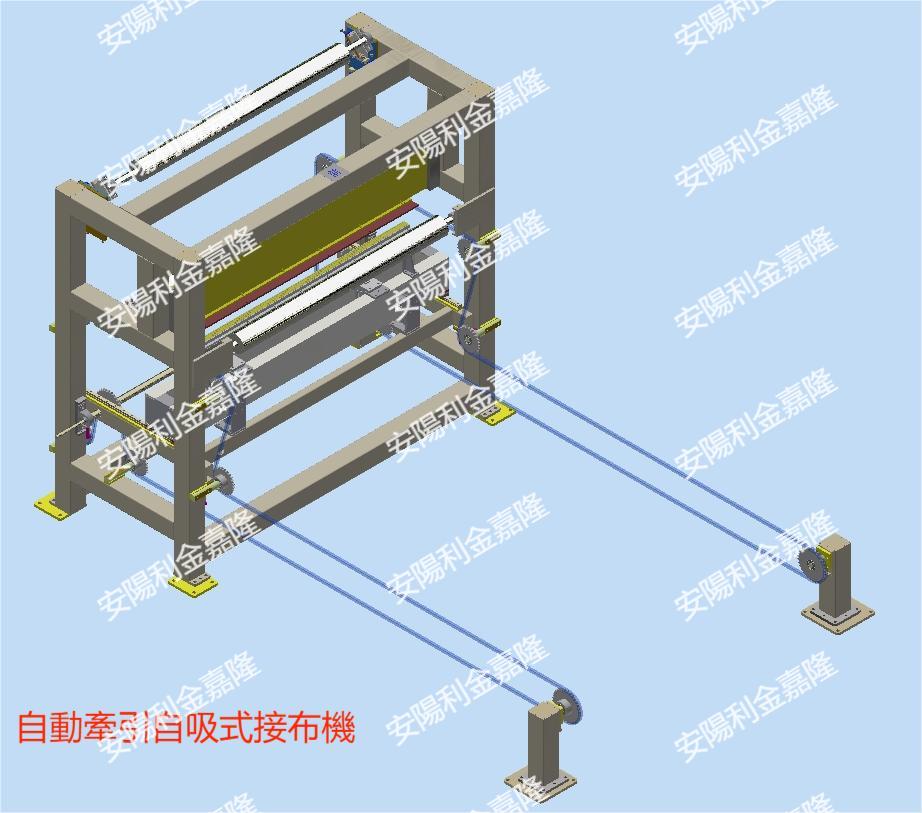
自動牽引接布機構
配合卸捲張力控制,並有自動裁斷裝置,自動吸布裝置可以接布前先割斷玻纖布
鋼架使用高張力管焊接,整體使用粉體塗裝烤漆
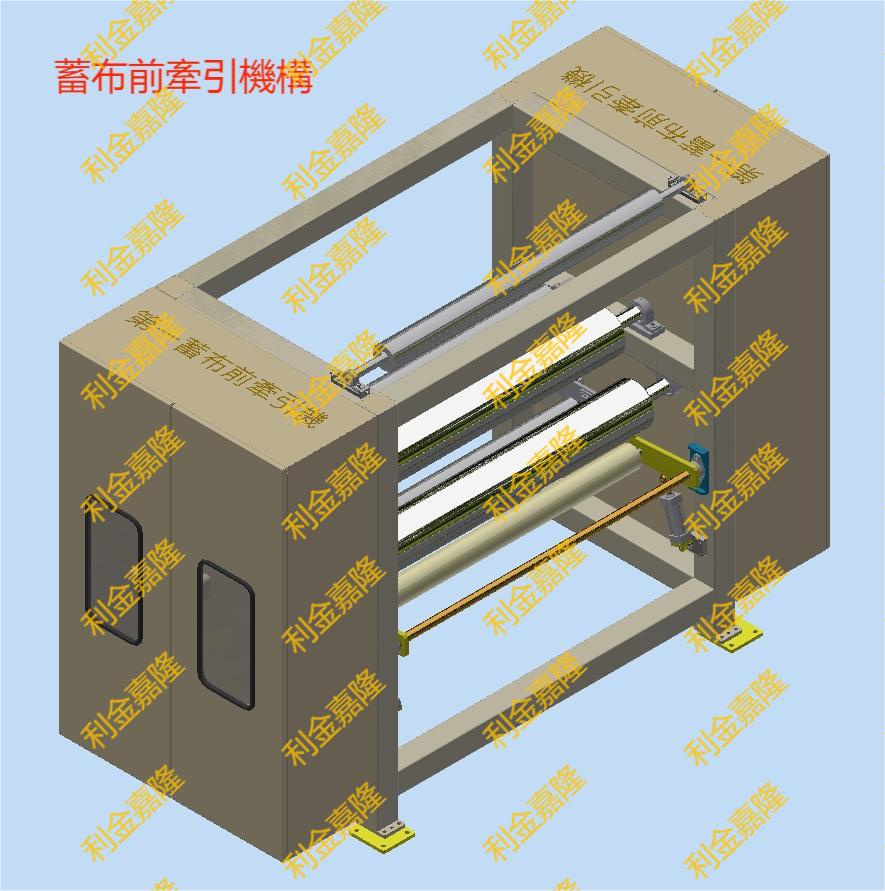
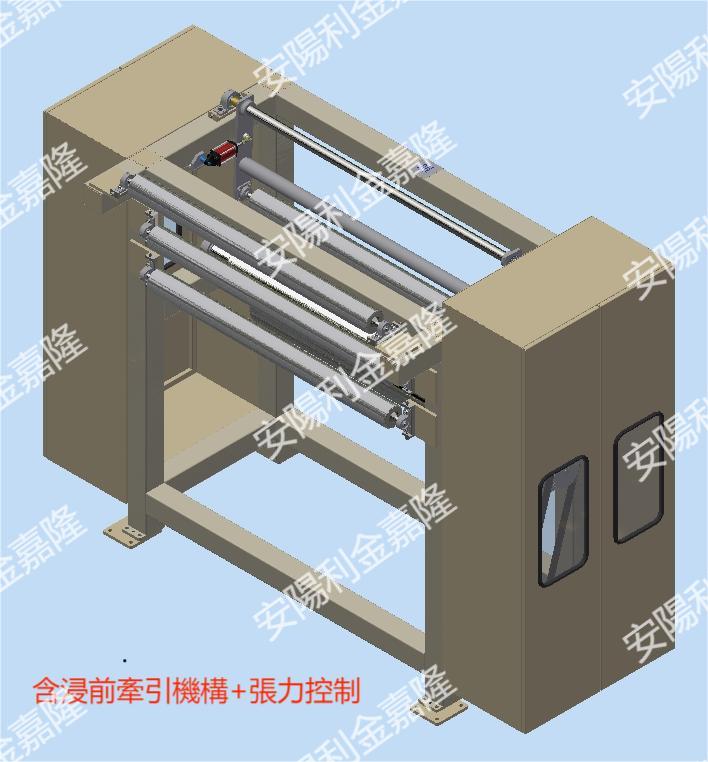
前牽引機構
傳動使用台灣傳仕減速機,日本無磨擦藤倉汽缸精準控制張力
整體機架使用高張力鋼管焊接,整機使用粉體塗裝烤漆

40M蓄布機構
採用高張力鋼材,整體粉體塗裝烤漆,
傳動採用伺服電機+十字轉向器輸出動力+四組精密滾珠絲桿升降,平順而且玻纖不會產生彎尾現象,
四組立柱限位固定使用HGH35線性滑軌及滑快固定在機架上,比美現有日本及台資廠
後牽引機構
傳動使用整體機架使用高張力鋼管焊接,整機使用粉體塗裝烤漆
使用台灣傳仕減速機,日本無磨擦藤倉汽缸+三菱張力傳感器,精準控制張力
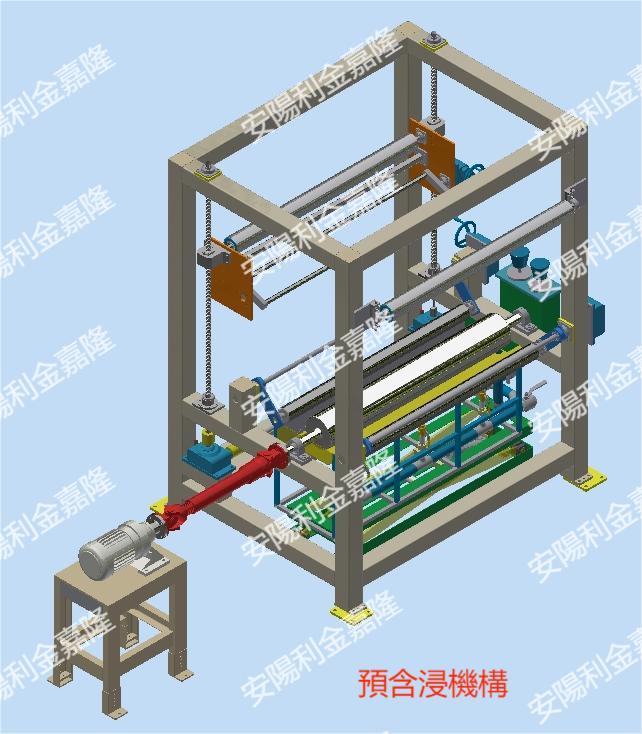
預含浸機構
整體機架使用高張力鋼管焊接,整體粉體塗裝烤漆,( 可選擇機架整體使用不銹鋼)
電機傳動使用台灣傳仕減速機 ,
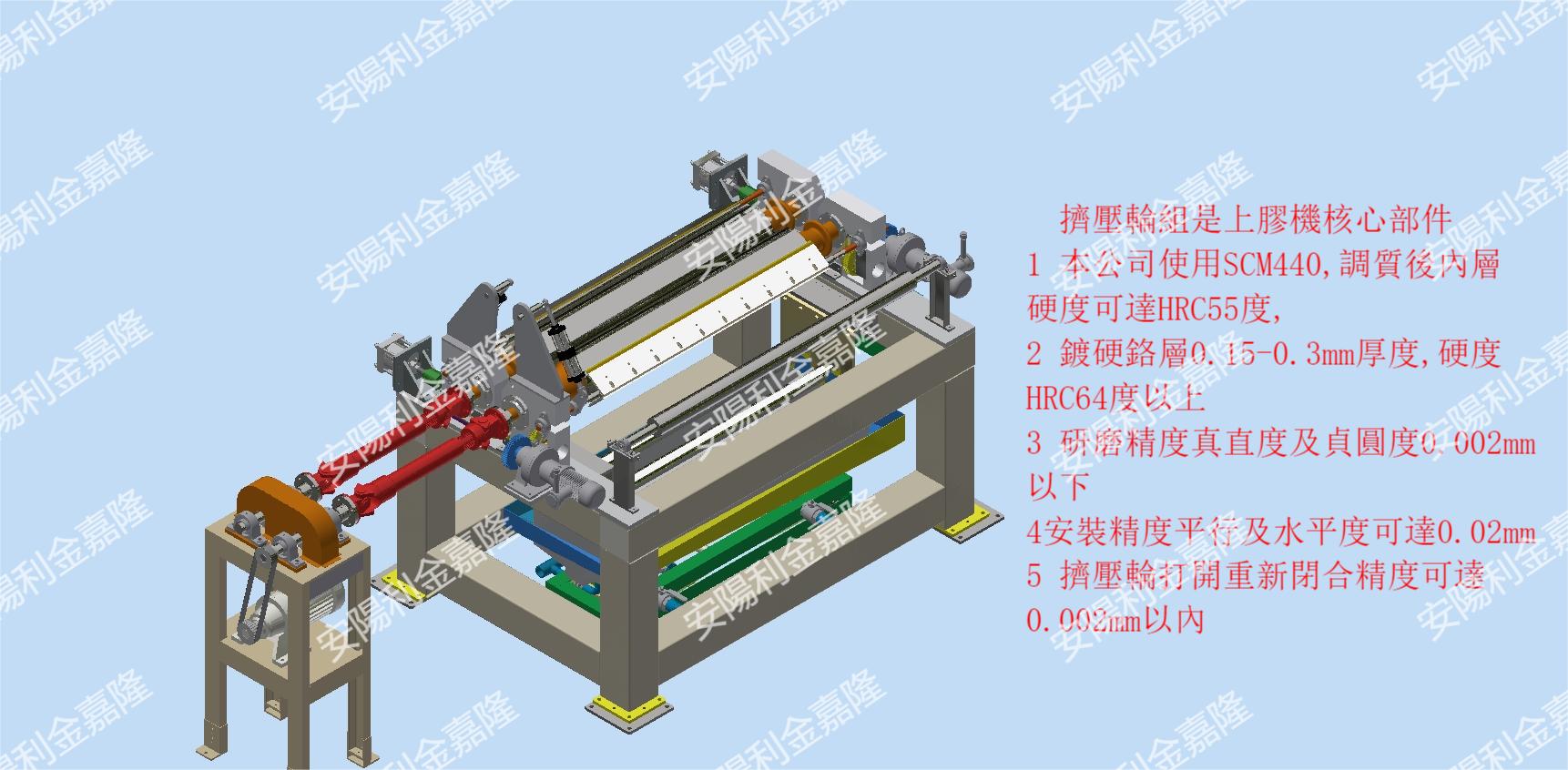
擠壓輪機構材質使用台灣紅十字鋼,日本番號SCM440,大陸42鉻鉬鋼,管壁厚度35-40mm t
調質後內層硬度HRC50-55度,外層鍍硬鉻0.15-0.30mm厚度,外層硬度HRC64度以上,
研磨精度0.002mm以內,現場安裝精度平行及水平在0.02mm
擠壓輪閉合開啟重複閉合,精度在0.002mm以內
生產玻纖布片重,緯向0.3%經向0.6%符合國際標準以內
在台灣及大陸銷售新制及維修數十套
客戶有如下:
1台灣南亞,2宏仁電子,3致遠電子,4 昆山南亞,5 上海南亞, 6 陽程科技 , 7聯鑫電子
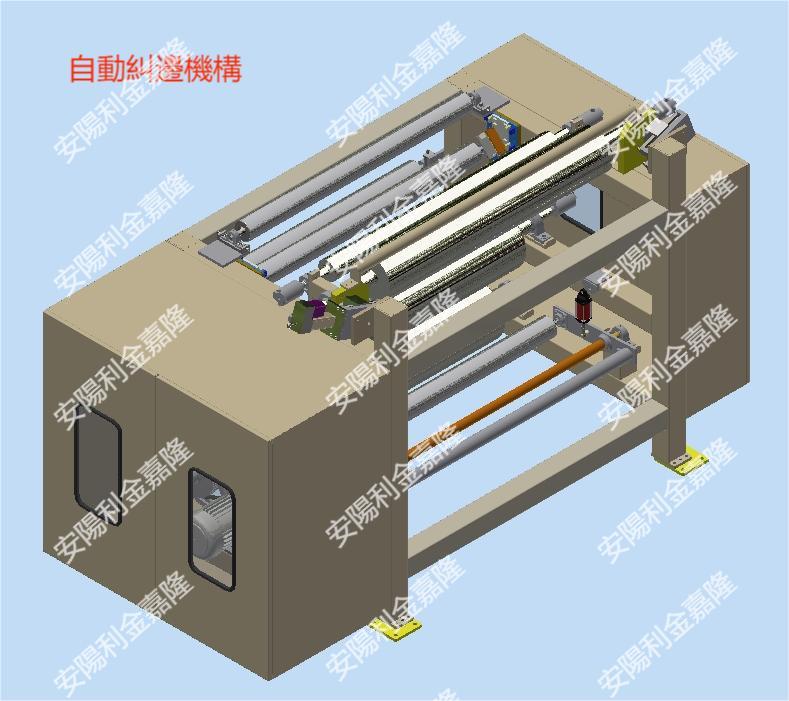
自動糾邊機構
機架使用高張力鋼管焊接,整體粉體塗裝烤漆,
糾邊電眼使用台灣品牌糾邊感應器
傳動使用台灣傳仕減速機
張力控制使用日本藤倉無磨擦氣缸+三菱張力傳感器

耳料裁切機構
耳料裁切機構是本公司研發的一款小巧效率,操作及調整簡單的機構
人性化設計不管是上刀或是下刀都可以在十分鐘內換刀,合理的集塵機構讓粉塵減少

20m第二蓄布機
採用高張力鋼材,整體粉體塗裝烤漆,
傳動採用伺服電機+十字轉向器輸出動力+四組精密滾珠絲桿升降,平順而且玻纖不會產生彎尾現象,
四組立柱限位固定使用HGH35線性滑軌及滑快固定在機架上,比美現有日本及台資廠
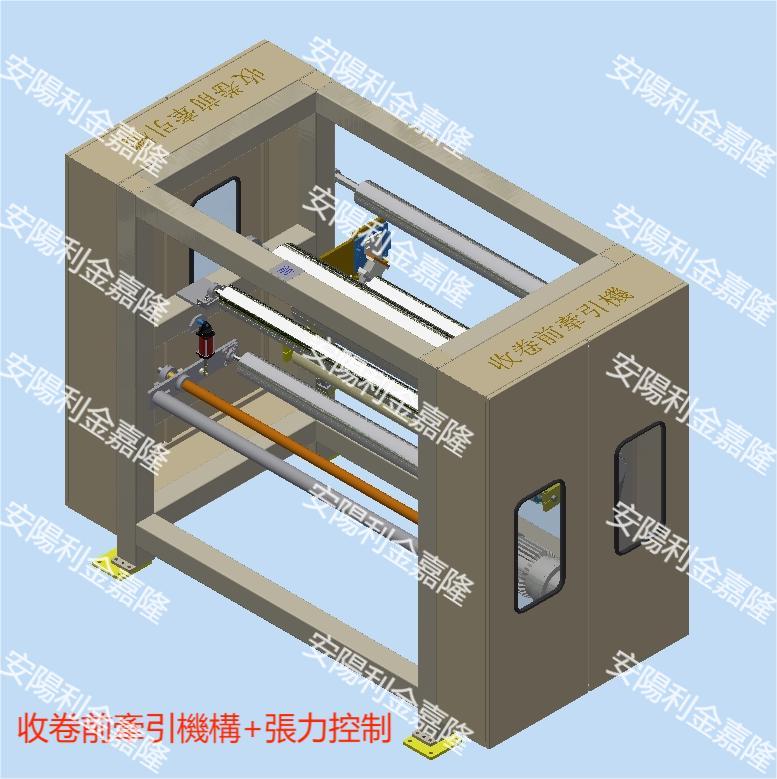
收卷前牽引張力機構
傳動使用整體機架使用高張力鋼管焊接,整機使用粉體塗裝烤漆
使用台灣傳仕減速機,日本無磨擦藤倉汽缸+三菱張力傳感器,精準控制張力
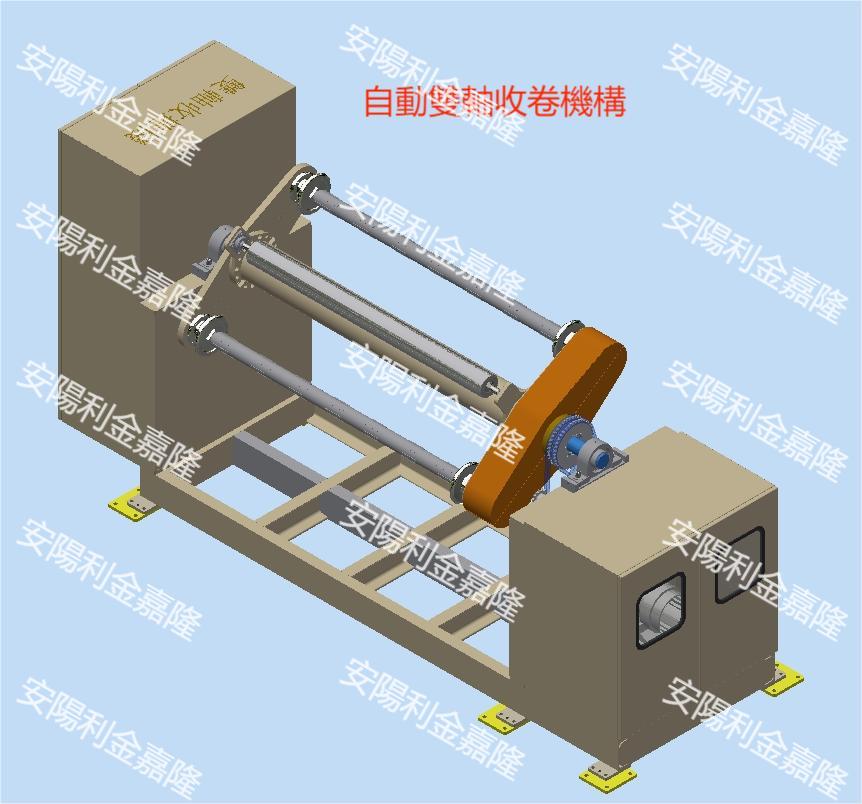
双軸自動收卷機構
使用双台灣傳仕減速機+磁粉離合器配合張力傳感器精準控制張力
機架使用高張力缸板焊接,整體粉體塗裝烤漆,

手机:18639081607
电话:0372-6739789
地址:河南省林州市紅旗渠大道186號國家863紅旗渠科技產業園
微信扫一扫


 手机:18639081607 电话:0372-6739789 联系人:黄总
手机:18639081607 电话:0372-6739789 联系人:黄总